歡迎光臨用樸精密官方網(wǎng)站亚洲国产精品日本一区二区!圓柄類刀具一站式綜合服務(wù)商。

0512-6306 0818

鋼類零件交叉孔的鉆削加工,因?yàn)槠瓶滋幍臎_擊導(dǎo)致鉆頭受力不均全网最大的黄色网站免费观看,鉆頭容易出現(xiàn)崩刃、斷刀和磨損快的現(xiàn)象。刀具用戶因此成本高、效率低黄视频色网站免费,而且質(zhì)量也難以穩(wěn)定控制。國(guó)內(nèi)知名車橋生產(chǎn)廠家長(zhǎng)期為此問題困惑妓女精品视频在线播放,其產(chǎn)品如圖1“超碰中文在线”,工況及加工條件如下:被加工材料為50#鋼,HRC28-32人人着人人摸人人操,毛坯面上鉆孔在线国产视频网欧洲,粗糙度3.2,一件兩孔国产免费观看下载AV大片的网站,
立式CNC加工中心国产精品大全在线播放,機(jī)床帶內(nèi)冷卻,液壓夾具求一个免费在线观看的黄色网站,液壓刀柄免费看特级黄片视频。
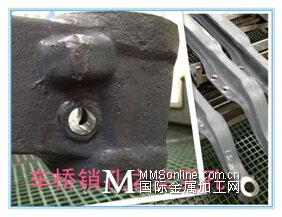
圖1 車橋銷孔之交叉孔
孔深和直徑以及破孔情況如圖2所示:
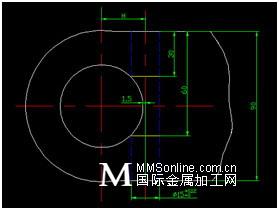
圖2 車橋銷孔交叉孔尺寸
目前車橋廠家提供方案和刀具,但效果都不太理想尤物视频入口,總結(jié)有如下幾種情況:
方案1:采用全球較好品牌的可換頭式的鉆頭或U鉆se.jizz,鉆頭加工到破孔處,可換頭的頭部會(huì)經(jīng)常脫落人人妻人人添人人爽欧美一区91,此方案不穩(wěn)定精品国偷自产在线不卡视频。
方案2:采用全球較好品牌的標(biāo)準(zhǔn)硬質(zhì)合金內(nèi)冷鉆頭直接一道序完成,通過實(shí)踐證明了加工不穩(wěn)定国产精品H在线播放第一页,壽命低快射视频网,經(jīng)常斷刀久久是出精品,
直線度和粗糙度難以保證。
方案3:采用全球較好品牌的硬質(zhì)合金內(nèi)冷平底鉆加工美女美女大片黄a大片,通過實(shí)踐證明91人妻久久久精品99系列,效率低,刀具磨損很快欧美性爱AAAAAAA,需頻繁換刀激情文学综合区图片区小说区。
方案4:增加引導(dǎo)鉆,采用全球較好品牌的鉆頭www.aiai.com,分段進(jìn)給乱伦强奸欧美,在半邊孔處降低速度,這樣加工出來的產(chǎn)品尺寸和各方面要求
都還穩(wěn)定来个能看的黄网,但鉆頭還是出現(xiàn)快速磨損而且鉆頭的復(fù)磨次數(shù)也只有一到兩次黄色视频制服网站,對(duì)于這樣的低壽命,客戶的成本也是非常的高国产成人精品一区二三区。
改進(jìn)優(yōu)化方案:
首先,鉆頭設(shè)計(jì)奇巧99色精品视频,特別是橫刃形式又粗又黄又硬又爽的免费视频,、刀尖保護(hù)、槽的負(fù)倒棱設(shè)計(jì)恰到好處精品视频一区二区在线导航,刃口鈍化又進(jìn)一步提高了耐磨性日本网页在线观看,見圖3。
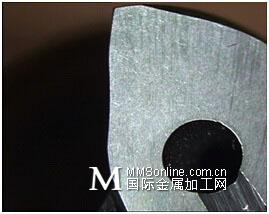
圖3 完好的槽型欧美性爱做、刃型和刃口處理
其次啪啪啪日本黄色网,我們通過多次試驗(yàn),總結(jié)出合理的切削方案——引導(dǎo)鉆+破孔鉆亚洲黄色一级a片,詳細(xì)如下:
工序一:引導(dǎo)鉆加工到一定深度日韩系列在线精品视频观看网站大全,為破孔鉆做引導(dǎo)。
工序二:¢15破孔鉆加工国产国产精品偷在线观看,Vc=70M/min,進(jìn)給分三段国产区精品系列一区二区,加工到30MM深的時(shí)候采用F=0.25mm/r ,加工到60MM深的時(shí)候(即破孔加工段)降低進(jìn)給速度F=0.1mm/r, 破孔加工完后再恢復(fù)到F=0.25mm/r,直至把整個(gè)孔加工完畢Aa一级片公司室。
改進(jìn)優(yōu)化方案效果:
1.鉆頭正常磨損国产精品俺来也在线观看了,加工狀況穩(wěn)定,可以持續(xù)保證孔的尺寸和各方面要求;
2.壽命穩(wěn)定在210-230件(38-40M)色欲天天影院视频,是前面所提的采用進(jìn)口品牌鉆頭使用較好的2倍;
3.效率提高1/3;
4.可以復(fù)磨次數(shù)5-7次国产亚洲精品国产91,降低成本也非常可觀性视频亚洲网站。




